Wecon Systems has been a leading provider of conveyors for 20 years. The Mississauga, Ont.-based company has the capability to develop and implement the best conveyor system for the application thanks to its expertise and access to high-quality products. Its portfolio now includes conveyor components from FlexMove, a Dorner Holding Company. In fact, Wecon is an official builder and an authorized distributor for FlexMove.
Benefits
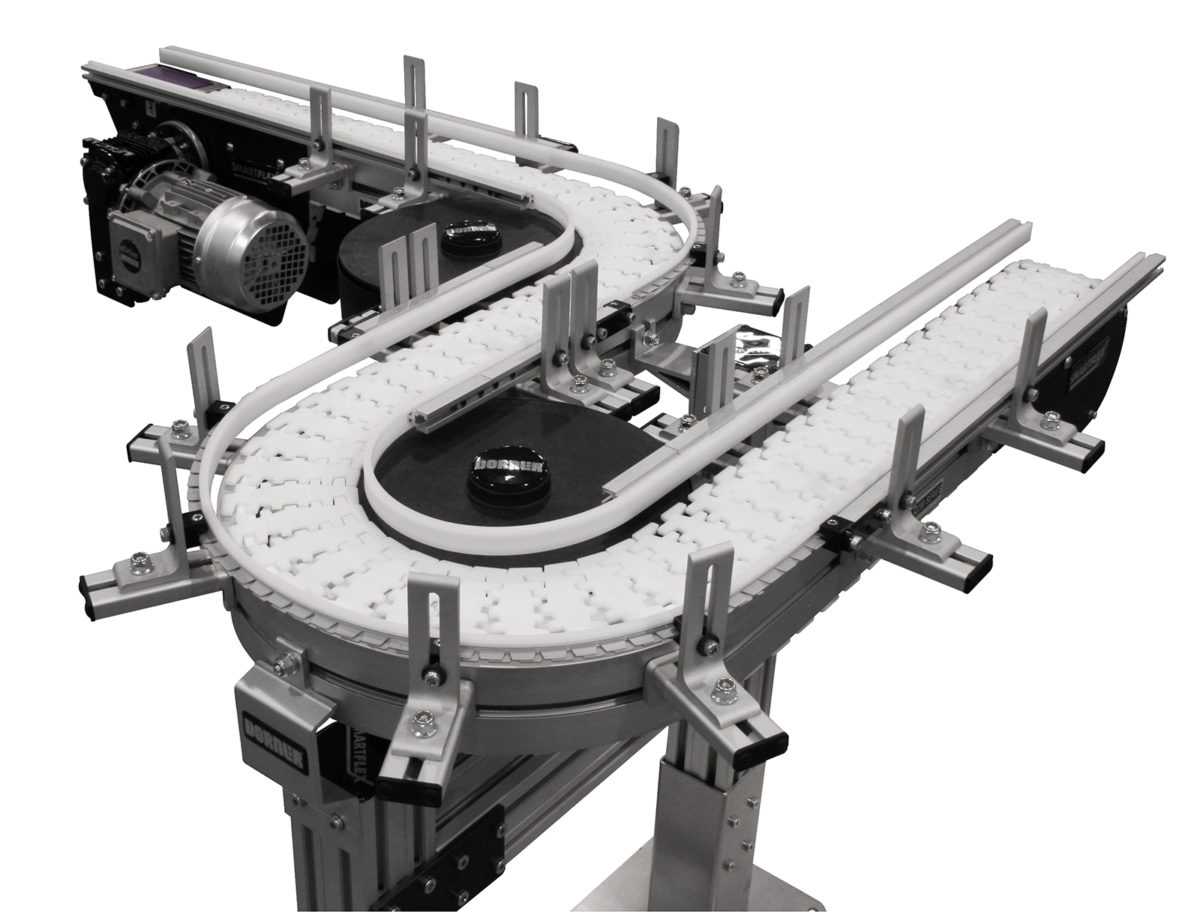
A major benefit is the flexibility of these components and, as a result, the conveyors that are made with these components. These conveyors have flexible layouts and design, and offer both horizontal and vertical product movement capabilities to maximize space. In addition, multiple flexible chain types are available to match the precise needs of each product and application. As an added bonus, they are cost-effective solutions that have minimal noise and maintenance requirements, as well as a clean, sleek, lightweight design.
Capabilities
Using these flexible components, Wecon now has the capability to make aluminum flexible chain conveyors, which allow horizontal turns and elevation changes on a single, continuous run; helix and spiral conveyors, which are designed to move products up and down to maximize valuable production space; alpine conveyors, which feature a compact spiral configuration that makes them ideal for use as an accumulation or buffer zone, or as an in-line or off-line accumulator; and wedge conveyors, which have the capability to take products from the production floor to a higher level, or vice versa.
A Leading Source for Material Handling Solutions
Wecon Systems has a team of seasoned application specialists, project managers, designers and programmers, and has the expertise to select the best conveyor technology for each customer’s specific application. In addition, the team of experts has the capability to project manage, design, install and commission the total system, as well as train, service and upgrade the system to retain investment value.